Zapytaj
BUB E CNC

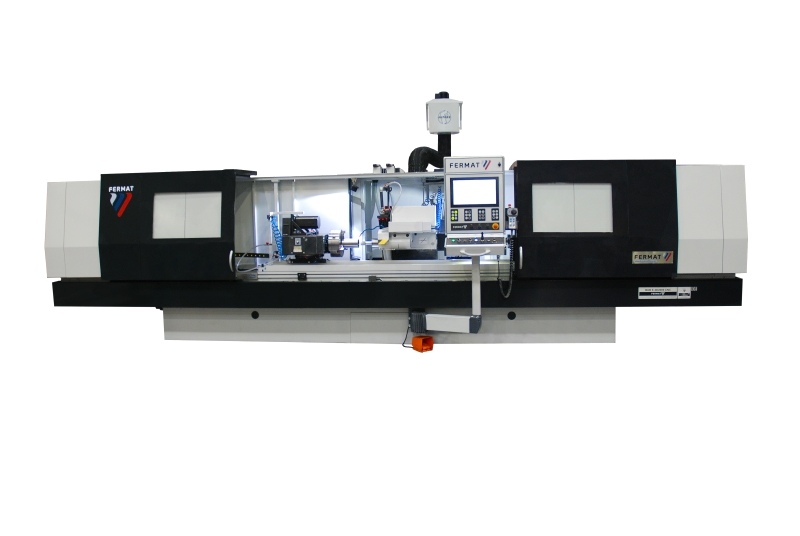
BUB E CNC to szlifierka sterowana numerycznie ze sterowanymi osiami: X (dosuw wrzeciennika), Z (posuw stołu) i C (obroty wrzeciennika roboczego).
Szlifierka jest przeznaczona do szlifowania wewnętrznego obrotowych walcowych i stożkowych powierzchni detali wzdłużnie lub zacinaniem. Szlifierka umożliwia szlifowanie kształtowe oraz szlifowanie różnych wariantów przejścia pomiędzy różnymi średnicami.
Szlifierka sterowana numeryczna typu BUB E CNC
BUB E CNC to szlifierka sterowana numeryczna ze sterowanymi osiami: X (dosuw wrzeciennika), Z (posuw stołu) i C (obroty wrzeciennika roboczego).
Szlifierka jest przeznaczona do szlifowania wewnętrznego obrotowych walcowych i stożkowych powierzchni detali wzdłużnie lub zacinaniem. Szlifierka umożliwia szlifowanie kształtowe oraz szlifowanie różnych wariantów przejścia pomiędzy różnymi średnicami. Możliwe jest także szlifowanie płaszczyzn czołowych, a przy użyciu specjalnych narzędzi do obróbki wewnętrznej (wykonanie specjalne) również szlifowanie walcowych oraz stożkowych otworów wewnętrznych. Detale poddawane obróbce można montować między kłami oraz w przelocie do uchwytu. Wrzeciennik zabierakowy, wrzeciennik szlifujący i wierzchni stół można skręcić w celu obróbki stożków. Poza szlifowaniem między kłami istnieje możliwość szlifowania detalu w przelocie przymocowanego uchwytami albo do stołu magnetycznego.
Wrzeciennik szlifujący i stół są przesuwane przy pomocy śrub kulkowych i serwosilników. Maszyna BUB E CNC jest przeznaczona do obrabiania detali do 500 kg.
SZLIFIERKA STEROWANA NUMERYCZNA BUB E CNC – ŁOŻE I STOŁY

ŁOŻE I STOŁY
Łoże, tak jak spodni i wierzchni stół, wykonane są z wysokiej jakości szarego żeliwa. Po odlaniu wszystkich części zostają one poddane starzeniu. Najważniejsza dla późniejszej precyzji maszyny jest jednak obróbka ręczna.
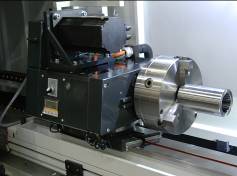
WRZECIENNIK SZLIFUJĄCY
WRZECIENNIK SZLIFUJĄCY
Dla zapewnienia wysokiej promieniowej i osiowej sztywności zostały we wrzecienniku FKS 180 x 610 L zastosowane wrzecionowe łożyska skośne szeregu 70 o zwiększonej sztywności szeregu EX od f. SNFA. W miejscu mocowania tarczy szlifierskiej znajduje się uszlachetniony wałek ułożony na czterech łożyskach sparowanych do grupy TDT z pierścieniami pośrednimi z wstępnym naprężeniem średnim M.
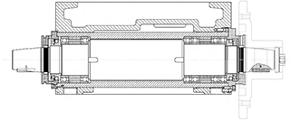
WRZECIENNIK ROBOCZY (ZABIERAKOWY)
WRZECIENNIK ROBOCZY (ZABIERAKOWY)
Wrzeciono zabierakowego wrzeciennika jest ułożone na bardzo precyzyjnych łożyskach parowych zamontowanych w korpusie wrzeciennika. Walec samego wrzeciona został cieplnie uszlachetniony i precyzyjnie oszlifowany tak, aby obwodowe rzucanie zewnętrznej środkowanej płaszczyzny i wewnętrznego stożka Morse sięgało 5 μm. Konstrukcja wrzeciennika zapewnia płynną regulację obrotów w zakresie 4 – 560 obr./min. przy pomocy przetwornic częstotliwości czy serwosilników. Zastosowanie serwosilników umożliwia dokładne pozycjonowanie.
KONIK

KONIK
W korpusie konika znajduje się tuleja pasowana w łożyskach wieńcowych kulkowych skośnych z możliwością ekscentrycznego pokręcania i dociskiem 4000 N.
ŚRUBY KULKOWE

ŚRUBY KULKOWE
Posuwy osi X i Z zapewniają śruby kulkowe o wysokiej precyzji, wyprodukowane przez renomowanych czeskich i hiszpańskich producentów (KSK Kuřim, Shutton). Zastosowane śruby charakteryzuje dokładność IT 1 dla osi X i IT 3 dla osi Z. Śruby zostały ułożone w tulejach przy pomocy wstępnie promieniowo-osiowo naprężonych łożysk INA. Dzięki zastosowaniu wysokiej jakości śruby praca maszyny jest wyjątkowo płynna i cicha z możliwością inkrementu 1μm w obu osiach.
SMAROWANIE

SMAROWANIE
Prowadnice maszyny smarowane są ciśnieniowo, pozostałe elementy smarowane się przez agregat smarowniczy TriboTec za pomocą dozowników. Smarowanie pojedynczych osi jest niezależne z możliwością zaprogramowania przebytej drogi.
CHŁODZENIE I FILTRACJA

CHŁODZENIE I FILTRACJA
Rodzaj urządzenia filtrującego ciecz chłodzącą dostarczanego z maszyną zależy zawsze od rodzaju szlifowanego materiału. Istnieje możliwość zamówienia urządzenia filtrującego z separatorem magnetycznym lub filtrem papierowym, a także z obydwoma w kombinacji.