Zapytaj
RET100B / W100B
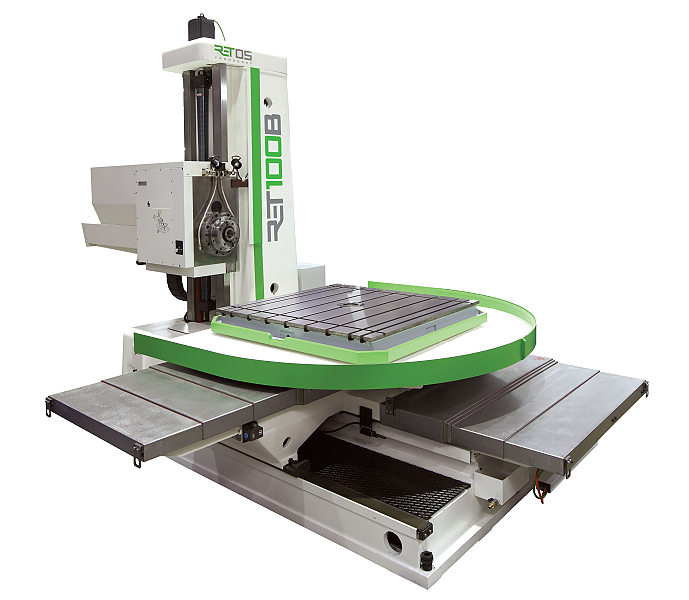




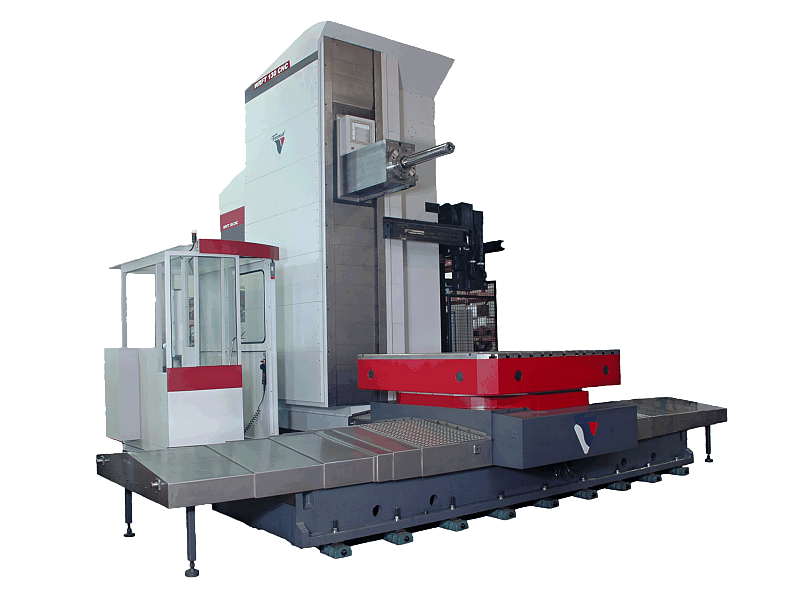
RET 100B (wcześniej W 100B-CNC), to stołowa wytaczarka sprawdzonej
i niezawodnej, solidnej konstrukcji. Chodzi o CNC alternatywę do konwencjonalnej maszyny W 100A.
Stołowa wytaczarka RET100 B
RET100B (wcześniej W100B-CNC), to stołowa wytaczarka sprawdzonej i niezawodnej, solidnej konstrukcji. Chodzi o CNC alternatywę do konwencjonalnej maszyny W100A. Maszyna jest odpowiednia do obróbki zgrubnej i wykańczającej. Na życzenie Klienta, maszynę można doposażyć w automatyczną wymianą narzędzi (AVN), automatyczną wymianę głowic (AVH), chłodzenie narzędzia dyszami (CHZ), chłodzenie osią wrzeciona (CHOV) czy też chłodzeniem mgłą olejową (CHM).
Krótka charakterystyka:
- Pozioma wytaczarka ze sterowaniem ciągłym.
- Nieruchomy stojak, krzyżowo przestawialny stół.
- 4 osie linearne + stół obrotowy.
- Wysuwane wrzeciono robocze.
- Maszyna proponowana dla uniwersalnego zastosowania w produkcji maszynowej.
- Odpowiednia zarówno do prac zgrubnych jak i operacji wykończeniowych.
- Na życzenie Klienta możliwe jest wyposażenie maszyny w szeroki asortyment wyposażenia dodatkowego, np. automatyczną wymianą narzędzi (AVN), chłodzenie narzędzia dyszami (CHZ), chłodzenie osią wrzeciona (CHOV), chłodzenie mgłą olejową (CHM).
- Przygotowana dla „Przemysł 4.0”.
Sterowanie maszyny:
- Wszystkie funkcje maszyny, poza zamocowaniem i demontażem narzędzi, sterowane są z panelu systemu sterowania, który składa się z klawiatury, panelu z przyciskami oraz monitora LCD.
- Zamocowanie i demontaż narzędzi sterowane jest za pomocą przycisków na wrzecienniku.
- Panel sterowania uzupełnia przenośny pomocniczy panel sterowania (kółko ręczne), które powiela niektóre podstawowe funkcje sterowania maszyny.
- Panel sterowania umieszczony jest obrotowo na ścianie osłony obsługi.
- System sterowania umożliwia pracę w ręcznym, półautomatycznym i automatycznym trybie sterowania.
- Standardowy interfejs komunikacyjny umożliwia podłączenie maszyny do sieci lokalnej zakładu dla łatwego zarządzania produkcją i dystrybucją programów technologicznych a także, w razie potrzeby, dla diagnostyki i serwisu systemu sterowania.
Osie sterowane:
- X – posuw sani stołu obrotowego po saniach wzdłużnych
- Z – posuw wzdłużnych sani po łożu
- Y – pionowy posuw wrzeciennika po stojaku
- W – wysuw wrzeciona
- B – obrót stołu
- S – obroty wrzeciona roboczego
Możliwości maszyny:
- Osie X, Y, Z, W sterowane w interpolacji
- Oś B sterowana jako oś pozycjonująca
- Interpolacja linearna w czterech osiach
- Interpolacja kołowa 2 z 4 w interpolacji osi sterowanych
- Interpolacja śrubowa
- Interpolacja przestrzenna
- Interpolacja osi S i Z (W) – kąt obrotu wrzeciona w związku z położeniem osi Z (W) – umożliwia gwintowanie bez konieczności stosowania tulei wyrównującej







HCW1, HCW2, HCW3, HCW4

HCW2000, HCW3000, HCW4000

FCW
WRFT130 CNC

WFT15 CNC

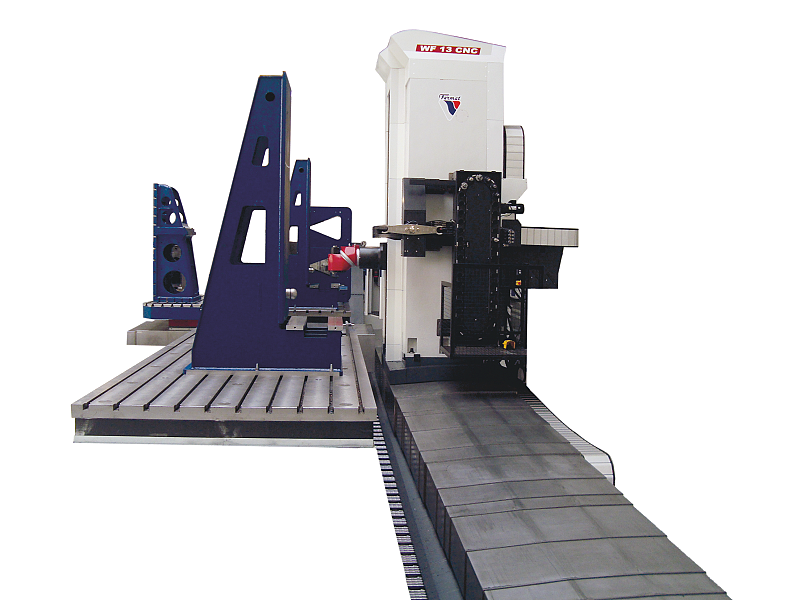
WFT13 CNC

WFT11 CNC

WRF160 CNC / WRF160 HEAVY
WRF150 CNC
WRF130 CNC
WF13 CNC

WFC10 CNC

RET100B / W100B

RET10P
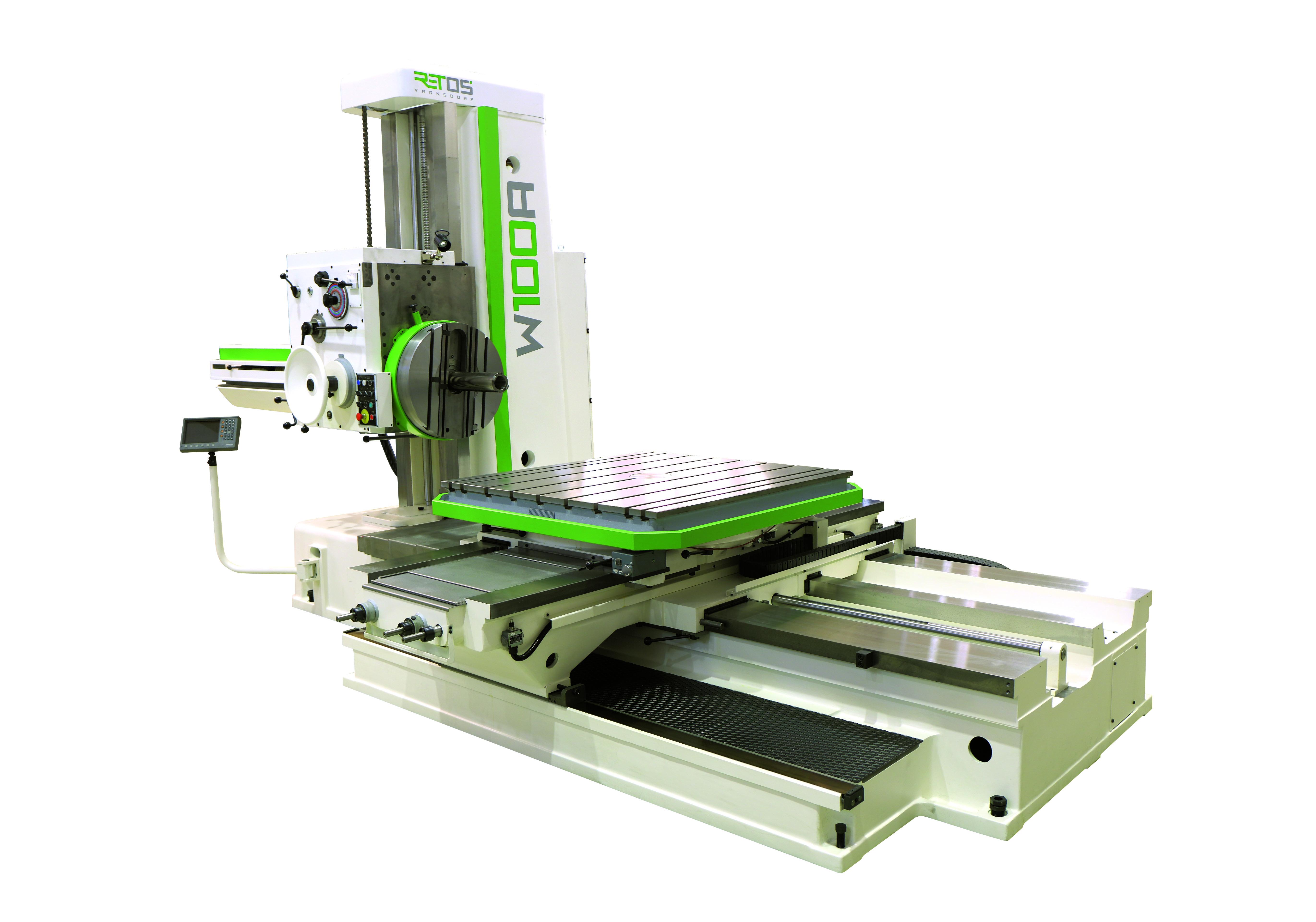
W100 A
