Zapytaj
MCFV1680

MCFV1680 - wysoko wydajne pionowe centrum obróbkowe do kompleksowej obróbki wiórowj. Stół roboczy z powierzchnią roboczą 1800 x 780 mm i maksymalnym obciążeniem do 2500 kg, której górna powierzchnia służy do mocowania detali porusza się w kierunku wzdłużnym (oś X) po prowadnicach na krzyżowym suporcie. Krzyżowy suport porusza się w kierunku poprzecznym (oś Y).
Pionowe centrum obróbkowe MCFV1680
Pionowe centrum obróbkowe MCFV 1680 skonstruowane zostało jako maszyna składająca się z modułów. Przeznaczone jest do kompleksowej obróbki detali o kształcie płaskim lub szafowym ze stali, żeliwa i stopów metali lekkich, zamocowanych na stole roboczym, z wysokimi szybkościami roboczymi przy zachowaniu dużej dokładności. Maszyna umożliwia wykonywanie operacji frezarskich w trzech prostopadłych do siebie osiach X, Y,Z.
Centrum obróbkowe MCFV 1680 reprezentuje nowy typ pionowego centrum frezarskiego z nowocześnie rozwiązaną, odpowiednią stabilną osłoną, która, tak jak i cała maszyna, spełnia najbardziej wymagające normy dotyczące bezpieczeństwa maszyny i jej bezpiecznej obsługi wg wytycznych CE.
Maszyna jest standardowo wyposażona w system sterowania HEIDENHAIN iTNC 530 i napędy posuwów i wrzeciona SIEMENS. Na życzenie Klienta maszynę można wyposażyć w system sterowania SINUMERIK 840D. Sztywna konstrukcja maszyny i jej systemu ruchowego umożliwia stosowanie progresywnych narzędzi skrawających, a także kompleksową obróbkę detali o skomplikowanych kształtach i dużych wymiarach oraz sporej wadze. Znaczna dynamika i stabilność termiczna maszyny umożliwia osiągnięcie wysokiej dokładności wymiarów i jakości powierzchni detalu.
Wrzeciennik (oś Z) porusza się w kierunku pionowym po prowadzeniu na stojaku. W przypadku wykonania CONTOUR jest maszyna wyposaźona elektrowrzecionem.
Stół roboczy (oś X), którego górna powierzchnia służy do zamocowania detalu, porusza się w kierunku poziomym po prowadzeniu na suporcie krzyżowym (oś Y), który porusza się po prowadzeniu podstawy. Wszystkie prowadzenia są tworzone przez prowadnice liniowe z jednostkami tocznymi. Wymiarowanie i umieszczenie prowadnic liniowych pozwala nie tylko na wysokie obciążenie stołu, suportu i wrzeciennika przy zachowaniu dużej dokładności wymiarów i jakości powierzchni detalu przy przerywanym skrawie, ale zapewnia również wysoką żywotność maszyny. Smarowanie jednostek tocznych prowadnic liniowych, nakrętek śrub kulkowych i wszystkich łożysk śrub kulkowych jest wykonane automatycznie dzięki centralnemu systemowi smarowania.
Ruchy robocze wrzeciennika, stołu roboczego i suportu krzyżowego są realizowane przez cyfrowo sterowane serwonapędy SIEMENS przez śruby kulkowe ze wstępnie naprężonymi nakrętkami. Silnik jednostki posuwu wrzeciennika wyposażony jest w hamulec, aby podczas zaniku prądu nie mogło dojść do niepożądanego zjechania wrzeciennika. Odczyt pozycji we wszystkich osiach jest wykonywany bezpośrednio za pomocą liniowego optoelektrycznego przyrostowego systemu HEIDENHAIN.
Maszyna może być wyposażona w zdalną diagnostykę maszyny, która pomaga w komunikowaniu się z klientem w diagnozowaniu i korygowaniu większości śladów maszyny.
Oferujemy szeroki asortyment specjalnych akcesoriów do MCFV 1680.
Model ten nie odpowiada Państwa wymaganiom? Mamy mniejsze lub większe. Więcej w naszym katalogu.

MC1040V
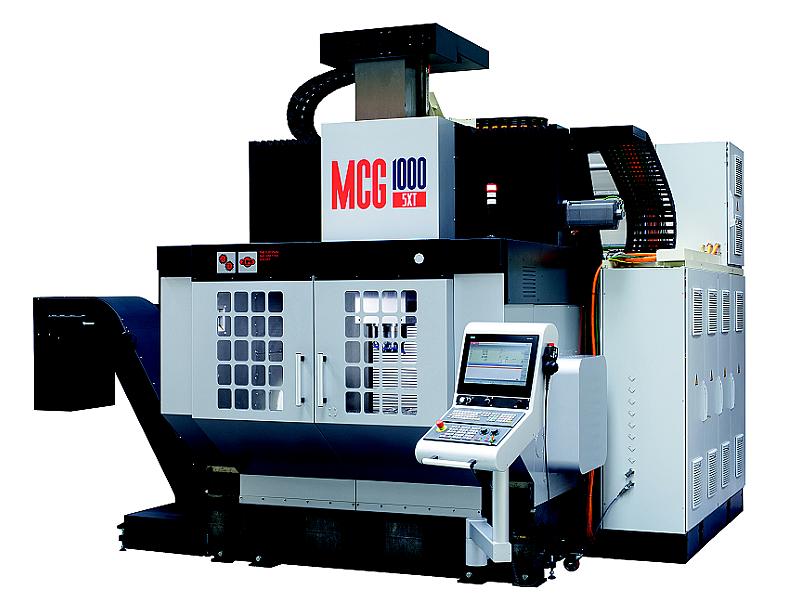
MCG1000 5XT

H1000 FIVE AXIS
H1000

H800 Five Axis
H800

H630

H500

MCV2318

MCFV2080

MCV1220

MCV1210

MCFV1680

MCFV1260 (P)
