Zapytaj
MCFV1060

MCFV 1060 - wysoce wydajne pionowe centrum obróbcze. Maszyna składa się z dwóch nieruchomych odlewów – podstawy i zamocowanego stojaka. Za pośrednictwem prowadnicy liniowej z elementami tocznymi realizowane są wszystkie ruchy maszyny.
Pionowe centrum obróbkowe MCFV1060
Pionowe centrum obróbkowe MCFV1060 skonstruowane zostało jako maszyna składająca się z modułów. Centrum przeznaczone jest do kompletnej obróbki detali ze stali, żeliwa i stopów metali lekkich o kształcie płaskim lub szafowym, zamocowanych na stole roboczym. Maszyna umożliwia frezowanie, wiercenie, wytaczanie, rozwiercanie i gwintowanie w trzech prostopadłych do siebie osiach X, Y, Z. Centrum obróbkowe MCFV1060 reprezentuje nowy typ pionowego centrum frezującego z nowocześnie rozwiązaną, odpowiednią, stabilną osłoną.
Maszyna standardowo we wszystkich typach wykonania wyposażona jest w system sterowania HEIDENHAIN TNC640 oraz napędy posuwów i wrzeciona SIEMENS. Na zapytanie możliwe jest wykonanie z systemem SINUMERIK 840 D.
Sztywna konstrukcja maszyny i jej układu ruchu umożliwia zastosowanie progresywnych narzędzi skrawających oraz kompleksową obróbkę detali o skomplikowanych kształtach, dużych wymiarach i sporym ciężarze. Znaczna stabilność dynamiczna i cieplna maszyny umożliwia osiągnięcie wysokiej dokładności wymiarów i jakości powierzchni detalu.
Wrzeciono ułożone jest w tubusie, który wsunięty jest do wrzeciennika. Wrzeciono dysponuje obrotami 8000 obr./min, a napędzane jest przez dwustopniową przekładnię planetarną zębatym pasem napędowym od zmiennego napędu wrzeciona lub wrzeciono napędzane jest bezpośrednio wielokrotnymi psami klinowymi od zmiennego napędu wrzeciona. W przypadku wykonania 15000 (18000), maszyna wyposażona jest w elektrowrzeciono.
Stół roboczy, którego górna powierzchnia służy do mocowania detalu porusza się w kierunku wzdłużnym (oś X) po prowadzeniu na suporcie krzyżowym. Suport krzyżowy porusza się po prowadzeniu na podstawie w kierunku poprzecznym (oś Y). Wszystkie prowadzenia to prowadnice liniowe z jednostkami tocznymi. Wymiarowanie i umieszczenie prowadnic liniowych pozwala nie tylko na duże obciążenie stołu, suportu i wrzeciennika przy utrzymaniu wysokiej dokładności wymiarów i jakości powierzchni detalu nawet przy skrawaniu przerywanym, ale też zapewnia dużą żywotność maszyny. Smarowanie jednostek tocznych prowadnic liniowych, nakrętek śrub kulkowych i wszystkich łożysk śrub kulkowych wykonywane jest przez automatyczny system smarowania.
Maszyna jest standardowo wyposażona w bębnowy magazynek na 24 narzędzia. Jako opcja – maszyna może zostać wyposażona w drugi bębnowy magazynek na 24 narzędzi. Wymiana narzędzia między wrzecionem a magazynkiem odbywa się za pomocą dwuramiennego manipulatora, który jest zintegrowaną częścią magazynku.
Napęd posuwów rozwiązany jest za pomocą napędów SIEMENS, które przez sprzęgła połączone są ze śrubą kulkową. Śruby kulkowe z naprężoną nakrętką łożyskowane są na obu końcach.
Odczyt położenia we wszystkich osiach realizowany jest bezpośrednio za pomocą liniowych optoelektrycznych przyrostowych jednostek odczytu. Do tulei jednostek odczytu doprowadzone jest przefiltrowane powietrze, które wytwarza w tulejach nadciśnienie, aby nie mogły do nich wnikać zanieczyszczenia.
Smarowanie maszyny wykonywane jest automatycznie za pomocą agregatu smarującego oraz elementów smarujących.
Osłona maszyny, jak i cała maszyna, spełnia najostrzejsze wymogi dotyczące bezpieczeństwa maszyny i jej bezpiecznej obsługi według wytycznych “CE”.
Maszyna może być wyposażona w diagnostykę zdalną maszyny, która pomaga przy komunikacji z Klientem, przy diagnostyce i naprawie większości stop-stanów maszyny.
Do maszyny MCFV1060 oferujemy szeroką skalę wyposażenia specjalnego.
Model ten nie odpowiada Państwa wymaganiom? Mamy większe. Więcej w naszym katalogu.

MC1040V
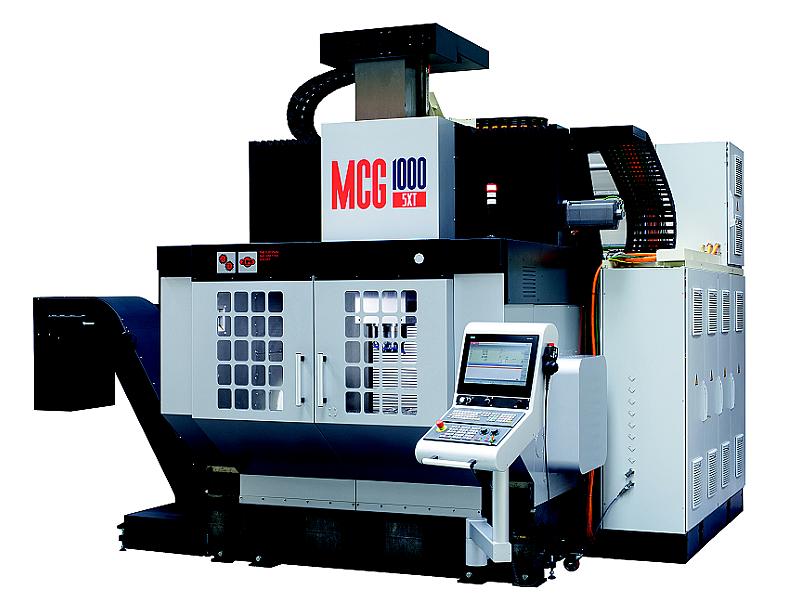
MCG1000 5XT

H1000 FIVE AXIS
H1000

H800 Five Axis
H800

H630

H500

MCV2318

MCFV2080

MCV1220

MCV1210

MCFV1680

MCFV1260 (P)
